鑄鐵銲接用銲材介紹
1.母材屬性介紹:
鑄鐵是含有碳(C):2 ~ 4%、Si:0.5 ~ 4%、Mn:0.3 ~ 2%、P:0.05 ~ 1%左右的”鐵基合金”鑄件,在運用上為達特定用途會添加錳或矽或鎳或鉻或鉬等合金,其延性差且銲接性非常不佳。常見的鑄鐵分類如下表所示:
|
種 類 |
JIS章節 |
JIS類號 |
特 性 |
|||
|
灰鑄鐵 |
普通鑄鐵 |
G5501 |
FC100 FC150 FC200 |
①業界泛用,破斷面呈灰色而得名。 ②高級鑄鐵為波來鐵組織,強度及韌性較普通鑄鐵高。 |
||
|
高級鑄鐵 |
G5501 |
FC250 FC300 FC350 |
||||
|
球狀石墨鑄鐵 |
球狀石墨鑄鐵 |
G5502 |
FCD350 FCD400 FCD450 FCD500 FCD600 FCD700 FCD800 |
①亦稱延性或球墨鑄鐵,一般添加Mg或Ce或Ca,在鑄造原態之石墨呈球狀化。 ②抗拉強度為普通鑄鐵之2~3倍且伸長率高,銲接性佳。 |
||
|
沃斯回火石墨鑄鐵 |
G5503 |
FCAD900 FCAD1000 FCAD1200 FCAD1400 |
||||
|
肥粒鐵球狀石墨鑄鐵 |
G5504 |
FCAD300LT(低溫用) |
||||
|
可鍛鑄鐵 |
黑心可鍛鑄鐵 |
G5702 |
FCMB270 FCMB310 FCMB340 FCMB360 |
①黑心可鍛鑄鐵是將白銑(白口鑄鐵)加熱至雪明碳鐵分解溫度(700-900℃)使之石墨化,使基地成為具延伸之肥粒鐵,破面呈黑色。 ②白心可鍛鑄鐵是將白銑加熱至氧化性氛圍氣的高溫(850-1000℃)使之脫碳而改善延性。 ③波來鐵可鍛鑄鐵是施以熱處理使成為石墨及波來鐵組織,切削性佳、耐磨耗、強度大、易淬火。 |
||
|
白心可鍛鑄鐵 |
G5703 |
FCMW300 FCMW370 FCMWP440 FCMWP490 FCMWP540 |
||||
|
波來鐵可鍛鑄鐵 |
G5704 |
FCMP440 FCMP490 FCMP540 FCMP590 FCMP690 |
||||
|
合金鑄鐵 |
鎳合金鑄鐵 |
-- |
-- |
耐熱、耐蝕、耐磨耗 |
||
|
鉻合金鑄鐵 |
-- |
-- |
具硬度、耐磨耗、耐熱性 |
|||
|
鎳鉻合金鑄鐵 |
-- |
-- |
合金鑄鐵中用途最廣,高強度、韌性、硬度、耐熱性及耐蝕性 |
|||
|
鎳鉻鉬合金鑄鐵 |
-- |
-- |
高強度、抗疲勞、耐磨好,常用於引擎曲柄軸 |
|||
|
鎳鉻矽合金鑄鐵 |
-- |
-- |
耐熱,常用於火爐金屬器具 |
|||
|
鎳鉻銅合金鑄鐵 |
-- |
-- |
耐熱、耐酸 |
|||
|
鋁合金鑄鐵 |
-- |
-- |
耐熱、耐酸,常用於鍋爐配件 |
|||
2.銲接方法與特性:
鑄鐵合金因含碳量較高,銲接性較差,甚至也有無法銲接的鑄鐵。在銲接上,常見的問題是龜裂及氣孔問題,故須避免:
① 硬脆的白銑層麻田散鐵組織生成,而造成龜裂現象。
②高溫加熱後,雪明碳鐵及石墨被分解及氧化而產生大量的CO或CO2氣體,造成氣孔。
鑄鐵的銲接施工法,依預熱溫度可區分為高溫預熱(熱間)及低溫預熱(冷間)銲接。高溫預熱是將母材整個預熱至500 ~ 600℃後再進行銲接,通常適用於氧乙炔銲或手銲,工件變形量大及預熱等待時間過長是其缺點;低溫預熱是在銲接部位局部施以100 ~ 200℃的預熱再進行銲接,適用於手銲或氬銲或氣體金屬電弧銲(GMAW)上,工件變形量小,但熱影響區易脆化(白銑化)。
為了讓銲才能有效的與母材作結合,鑄鐵工件在銲接上常見的施工運用技術如下建議:
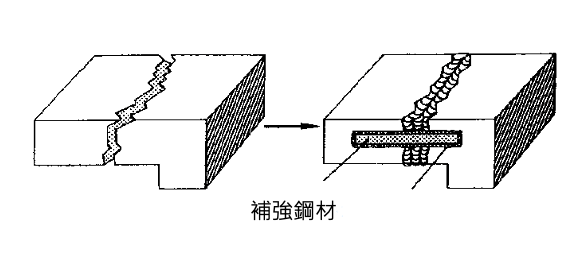
①嵌入板、棒銲補:
為提高銲補的強度,在鑄鐵銲補材及銲接部分嵌入鋼材、鋼棒等做為補強。此類的銲接建議搭配ENiFe-CI銲條。
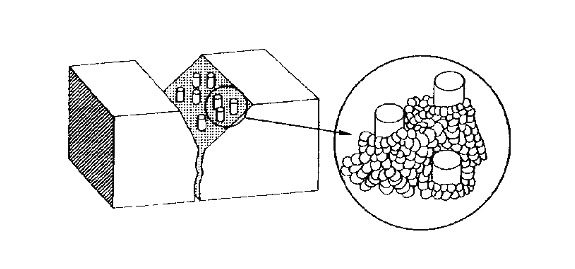
②植入螺栓:
在銲接面先植入螺栓,並於螺栓周圍銲接,再將整個銲道銲滿。
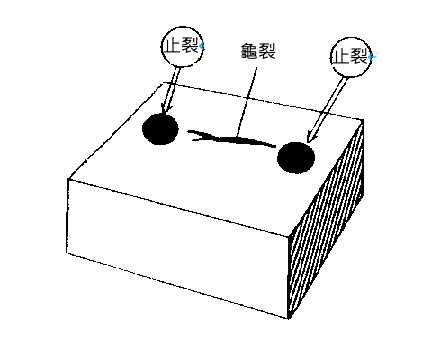
③鑽止裂孔:
為防止銲接時的裂痕繼續成長及擴大,須於裂痕的兩端先鑽圓孔,並將裂痕磨成圓弧狀的槽後進行銲補,最後再將圓孔銲滿。
④塗層:
龜裂的部位通常發生在溶合線附近與熱影響區的位置,對銲補不易的工件推薦用此方法處理。開槽面先以ENi-CI等級銲材做兩層之塗層銲後再進行填料。

⑤鎚擊:
在銲接後,馬上反覆鎚擊至銲道變形,做應力釋放。榔頭須為”鈍頭”以防應力集中而產生裂痕。以鎚擊法做應力釋放,不建議在底道及表面道實施。
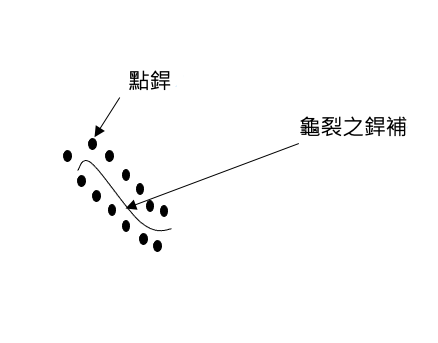
⑥裂痕兩側點銲:
灰鑄鐵之銲補,先在裂痕兩側以短間距做點銲,使內應力釋放後再進行銲接,最後再將點銲部分研磨移除。